Ceramiczne tworzywa dachówkowe
Ceramiczne tworzywa dachówkowe
Właściwości wyrobów ceramicznych, w tym dachówek ceramicznych zależą od składu fazowego tj. rodzaju i ilości składników krystalicznych oraz od zawartości faz niekrystalicznych. Zarówno składniki krystaliczne jak i fazy amorficzne (bezpostaciowe), ich wzajemny udział i rozmieszczenie są odpowiedzialne za takie cechy wyrobów jak wytrzymałość mechaniczna, porowatość i mrozoodporność, a w przypadku tworzyw kamionkowych również za kwaso i ługoodporność. Ze względu na specyficzne znaczenie dachówek ceramicznych w eksploatacji budynków, szczególnie na ich zachowanie trwałości w długim okresie czasu ich eksploatacji, zwykle kilkadziesiąt lat w bardzo zmiennych warunkach atmosferycznych (wszystkie pory roku), rola i znaczenie własności tworzyw jest więc ogromna. W celu przybliżenia tego rodzaju wiedzy osobom interesującym się tym zagadnieniem, w niniejszym artykule prezentowane są niektóre wyniki badania tworzyw dachowych (dachówek ceramicznych). W badaniach wykorzystano próbki tworzyw z trzech zakładów ceramicznych produkujących dachówki zakładkowe, a mianowicie z firmy-C, z firmy-W oraz z zakładu-R.
Badania tworzyw dachówkowych przeprowadzono w zakresie oznaczenia:
- właściwości technologicznych poprzez oznaczenie nasiąkliwości, porowatości, wytrzymałości na zginanie i mrozoodporności
- składu fazowego tworzyw metodą dyfrakcji rentgenowskiej (badania te przeprowadzono w aparacie rentgenowskim firmy Philips)
- morfologii poprzez obserwacje tworzyw w mikroskopie skaningowym oraz określenia ich składu pierwiastkowego wykorzystując do tego celu analizator rentgenowski
Przeprowadzone badania pozwoliły porównać właściwości tworzyw dachówek różnych producentów oraz ocenić tworzywa pod względem trwałości (mrozoodporności) w świetle nowych wymagań tj. mrozoodporności o 150 cyklach zamrażania.
Warto tutaj nadmienić, że między wymienionymi zakładami produkującymi te dachówki występują znaczne różnice w ciągach technologicznych, a więc w jakości i przerobie surowców na masę, w parametrach formowania, w warunkach suszenia oraz w procesie wypalania.
Badania dachówek (tabela 1) wskazują na dość zbliżone ich właściwości pomimo dużych różnic w temperaturach ich wypalania. Istotne różnice występują w wytrzymałości na zginanie oraz w mrozoodporności.
|
|
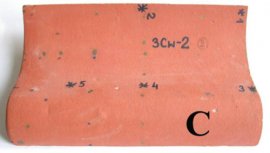
Fot.1. Fragment dachówki z zakładu- C
po 50-ciu cyklach mrożenia |
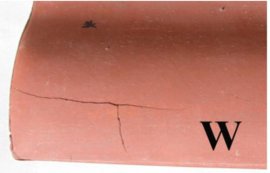
Fot.2. Fragment dachówki z zakładu- W
po 50-ciu cyklach mrożenia |
Tabela 1. Właściwości tworzyw dachówkowych
Oznaczane
właściwości |
Dachówki z produkcji przemysłowej
|
| Zakład -C |
Zakład -W |
Zakład -R |
| Tw [oC] |
980 |
1130 |
1100 |
| Nm [%] |
5,63 |
6,08 |
8,28 |
| Ng [%] |
8,22 |
8,65 |
9,41 |
| Pw [%] |
13,8* |
14,6* |
18,6 |
| Rc [MPa] |
11,2* |
17,5* |
19,3* |
| Mr |
Pełna |
Brak |
Brak |
Oznaczenia zastosowane w tabeli 1: *badania wykonano na belkach otrzymanych z pocięcia roboczej powierzchni dachówki;
Tw-temperatura wypalania, Nm-nasiąkliwość moczenia, Ng-nasiąkliwość gotowania, Pw-porowatość względna, Rc-wytrzymałość na zginanie, Mr-mrozoodporność
Skład fazowy tworzyw dachówkowych
Próbki do tych badań zostały odpowiednio sproszkowane i poddane promieniowaniu rentgenowskiemu. W badaniach tych korzystano z aparatu rentgenowskiego firmy Philips. Uzyskane dyfraktogramy przedstawiono na rys.1 ÷ 3 natomiast odnotowane refleksy wypisano i zestawiono w tabeli 2.
Tabela 2. Kąty odbłysku (Θ) i odległości międzypłaszczyznowe dhkl refleksów zarejestrowanych na dyfraktogramach tworzyw dachówkowych z firm C, R i W
| 2Θ |
d |
Minerał |
| 13,667 |
6,4790 |
|
| 16,320 |
5,4315 |
Q, M |
| 20,759 |
4,2788 |
Q |
| 21,163 |
4,1981 |
Q-krystob., M |
| 21,682 |
4,0988 |
|
| 21,913 |
4,0561 |
Q |
| 22,720 |
3,9130 |
|
| 23,505 |
3,7720 |
|
| 24,219 |
3,6748 |
H |
| 25,603 |
3,4793 |
M |
| 25,834 |
3,4487 |
M |
| 26,180 |
3,4039 |
M |
| 26,526 |
3,3603 |
Q, M |
| 27,621 |
3,2295 |
Q |
| 27,967 |
3,1903 |
|
| 29,697 |
3,0083 |
Q-krystob. |
| 30,216 |
2,9578 |
Mh |
| 30,850 |
2,8984 |
M |
| 32,638 |
2,7436 |
|
| 33,272 |
2,6928 |
M, H |
| 35,175 |
2,5524 |
M |
| 35,694 |
2,5154 |
M, H, Mh |
| 36,501 |
2,4616 |
Q, Q-krystob. |
| 39,384 |
2,2878 |
Q, M |
| 40,249 |
2,2406 |
Q, M |
| 40,710 |
2,2163 |
M |
| 40,998 |
2,2014 |
M, H |
| 41,748 |
2,1636 |
|
| 42,325 |
2,1354 |
M, Q-krystob. |
| 44,458 |
2,0378 |
Q-krystob. |
| 45,727 |
1,9842 |
Q |
| 46,880 |
1,9380 |
Q-krystob. |
| 48,148 |
1,8889 |
M |
| 49,186 |
1,8524 |
H |
| 49,647 |
1,8363 |
H |
| 50,051 |
1,8224 |
Q, M |
| 50,743 |
1,7992 |
Q |
| 53,395 |
1,7159 |
M |
| 54,203 |
1,6922 |
Q, M, H, Mh |
| 54,779 |
1,6758 |
Q, Qkrystob. |
| 55,241 |
1,6628 |
|
| 56,451 |
1,6300 |
Q-krystob. |
| 57,316 |
1,6075 |
Q, M, Q-krystob., Mh |
| 59,911 |
1,5439 |
Q |
| 60,430 |
1,5319 |
M, Q-krystob. |
| 62,679 |
1,4822 |
H, Q-krystob., Mh |
| 63,947 |
1,4558 |
M, Q-krystob. |
| 64,178 |
1,4512 |
H |
| 65,619 |
1,4227 |
Q, Q-krystob. |
| 67,695 |
1,3841 |
Q |
| 68,041 |
1,3779 |
Q, M |
| 68,272 |
1,3738 |
Q |
| 69,656 |
1,3498 |
M, Q-krystob. |
| 70,175 |
1,3411 |
M, Q-krystob. |
Oznaczenia w tabeli: Q – kwarc; Q-krystob- krystobalit; M – mullit; H – hematyt; Mh - maghemit
|
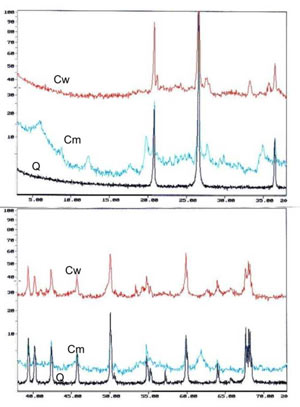
| Rys.1. Dyfraktogramy masy produkcyjnej (Cm)
i tworzywa dachówkowego (Cw) z zakładu-C na tle refleksów kwarcu (Q) |
|
|
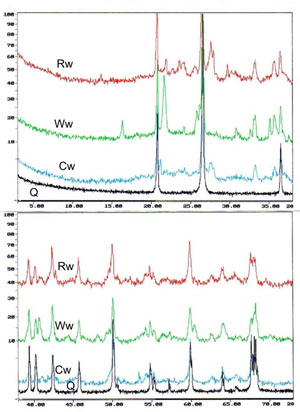
| Rys.2. Dyfraktogramy tworzyw dachówkowych z zakładów: C(Cw), R(Rw) i W(Ww) na tle refleksów kwarcu (Q) |
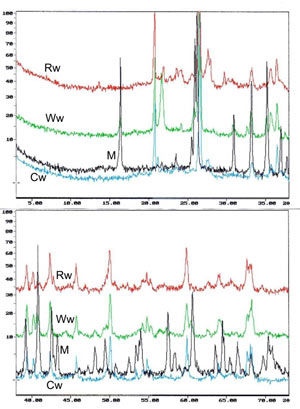
Rys.3. Dyfraktogramy tworzyw dachówkowych z zakładów:
C(Cw), R(Rw) i W(Ww) na tle refleksów mullitu (M) |
Rys.1 przedstawia dyfraktogram tworzywa dachówki wyprodukowanej w firmie-C (wykres Cw) na tle dyfraktogramu masy wyjściowej oraz na tle refleksów kwarcu. Z danych tych wynika, że poza refleksami pochodzącymi od kwarcu, pozostałe refleksy masy i tworzywa zaznaczone są w różnych zakresach kątowych odbłysku i tym samym mają różne wartości dhkl. Świadczy to, że masa ceramiczna została w wyniku procesu wypalania silnie przeobrażona. Wszystkie refleksy pochodzące od minerałów ilastych na dyfraktogramie tworzywa zanikły. Zazwyczaj obok nich pojawiły się zupełnie nowe refleksy, które określają skład fazowy nowego produktu. Z danych zamieszczonych w tabeli 2 wynika, że głównymi składnikami fazowymi otrzymanego w wyniku wypalania tworzywa dachówkowego są kwarc i mullit oraz hematyt. Tło dyfraktogramu jest słabo podniesione, co skłania do wniosku, że udział fazy amorficznej w procesach wysoko temperaturowych był niezbyt duży.
Bardzo podobne dyfraktogramy uzyskano z dachówek firmy-R i W (rys.2 i 3). Jakkolwiek w przypadku zakładu-R nie jest znana dokładna receptura składników masy, to jednak wiadomym jest, że dachówki w tym zakładzie wypala się w temperaturze wynoszącej około 1100oC. Zakład nie stosuje żadnych dodatków technologicznych do masy dachówkowej. W porównaniu do dyfraktogramu tworzywa z zakładu-C, tworzywa dachówkowe z fabryk R i W mają trochę wyraźniej zaznaczone refleksy mullitu. Uwidacznia to rys.3. Generalnie jednak w dachówkach wymienionych firm (C; R i W) stwierdzono obecność tych samych faz tj. kwarcu (rys.1 i 2), jego polimorficznej odmiany krystobalitu, mullitu, hematytu oraz γ-Fe203 (maghemitu).
Obserwacje w mikroskopie skaningowym
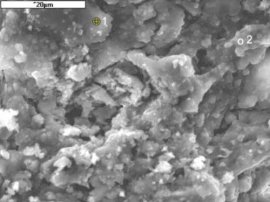
Badania te przeprowadzono na kawałkach tworzyw, które pobrano z rozbitych dachówek. W celu usunięcia z próbek fazy szklistej, tworzywa zostały wcześniej wytrawione w rozcieńczonym kwasie fluorowodorowym przez okres 10 minut, a następnie w oparach stężonego kwasu HF. Następnie próbki zostały dokładnie wypłukane w wodzie destylowanej, wysuszone i napylone złotem. Obserwacje prowadzono przy różnych powiększeniach w elektronowym mikroskopie skaningowym firmy JOEL wyposażonym w analizator zawartości pierwiastków, a obrazy rejestrowano zapisując je na dysku.
Oglądane w mikroskopie skaningowym mikroobszary tworzyw poszczególnych dachówek przedstawiają fot.3 ÷ 5.
|
| Fot.3. Mikrostruktura tworzywa z dachówki firmy-C (mikroobszar Cw-2). Powiększenie 2000x) |
|
|
| A |
B |
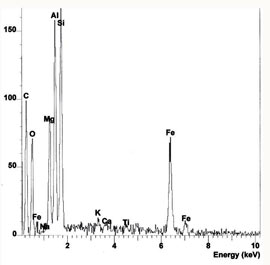
| Rys.4 Analiza pierwiastkowa tworzywa z fot.3. A- w punkcie – 1; B – w punkcie - 2 |
|
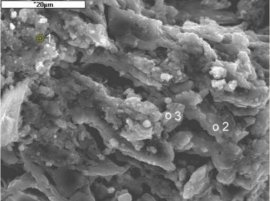
| Fot.4. Mikrostruktura tworzywa z dachówki firmy-R (mikroobszar Rw-2). Powiększenie 2000x) |
|
|
|
| A |
B |
|
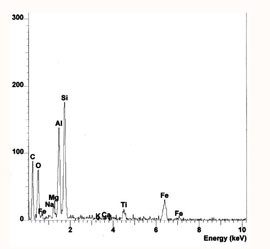
| Rys.5. Analiza pierwiastkowa tworzywa z fot.4. A- w punkcie – 1; B – w punkcie – 2; C – w punkcie - 3 |
|
|
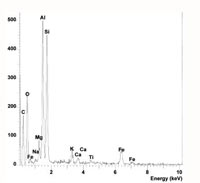
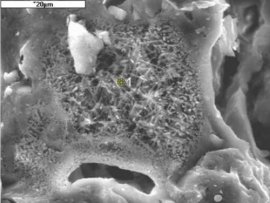
| Fot.5. Mikrostruktura tworzywa dachówki z firmy-W (mikroobszar Ww-3). Powiększenie 2000x ) oraz analiza pierwiastkowa wykonana
w punkcie -1 (rys.6) |
Rys. 6. |
Na zdjęciu fot.3 pokazany został obszar tworzywa z dachówki wyprodukowanej w zakładzie-C. Fragment tworzywa widoczny na analizowanym zdjęciu przedstawia silnie przeobrażoną masę ceramiczną, której tworzywo zbudowane jest z glinokrzemianu żelazowego. Oprócz glinokrzemianu żelaza, stwierdza się obecność w tworzywie krzemianu lub glinokrzemianu magnezu. Stwierdzona analizą zawartość takich pierwiastków jak Mg można wiązać z obecnością w badanym materiale form tlenkowych tych pierwiastków, które powstały w wyniku termicznego rozkładu dolomitu w czasie wypalania. Na podstawie przeprowadzonych badań rentgenowskich oraz obserwacji w mikroskopie skaningowym tworzywa dachówki z zakładu-C stwierdzono, że w budowie tworzywa biorą udział glinokrzemiany żelaza, potasu i magnezu, krystobalit, kwarc i mullit. O obecności w tworzywie tego ostatniego składnika przemawia fakt podwyższonych zawartości w tworzywie pierwiastków glinu i krzemu.
Obraz mikroskopowy tworzywa dachówki wyprodukowanej w zakładzie-R pokazano na fot.5. Tworzywo zbudowane jest z glinokrzemianów żelaza, wapnia i magnezu. Układ porów jak i ułożenie agregatów jest bezładne tzn. nie wykazuje ukierunkowania. Morfologia tworzywa jest bardzo zaburzona.
Na fot.5 pokazano też obszar tworzywa o silnie zmullityzowanej formie. Wykształcony mullit ma pokrój igiełek, co świadczy, że powstał on podczas reakcji wysokotemperaturowych z udziałem fazy ciekłej. Pory są duże i nie mają ukierunkowanego przebiegu. W wyniku przeprowadzonych badań rentgenowskich oraz obserwacji w mikroskopie skaningowym tworzywa dachówki z zakładu-R stwierdzono, że w budowie dachówki biorą udział glinokrzemiany żelaza, wapnia i magnezu, kwarc oraz mullit.
Mikrostruktura badanych dachówek oraz analiza zawartości pierwiastków w tych tworzywach pozwala stwierdzić, że występuje duże podobieństwo tych właściwości pomiędzy dachówkami z firm-R i W oraz pewne różnice we własnościach tych tworzyw a tworzywem dachówki z firmy-C. Z kolei skład fazowy oraz mikrostruktura tworzyw bezpośrednio warunkują właściwości fizyczne i mechaniczne, w tym również mrozoodporność dachówek.
Temat zrealizowano w ramach działalności statutowej AGH nr: 11.11.160.451
Literatura
- Ranagajec J. i inni, Chemical Corrosion Phenomena of Roofing Tiles. Ceramics International 23 (1997) 99-103
- Ranagajec J, Backalic Z. i inni, Textural inhomogenities of Roofing Tiles, Tile & Brick Inf vol. 14 no 2, 1998, 102 -107
- Belak R. Karolczak M. Dachówka ceramiczna. Ceramika Budowlana i Silikaty, 2001, nr 4
- Stolecki J., Murzyn P., Możliwości poprawy jakości dachówek. Ceramika Budowlana i Silikaty, 2001 nr 6
- Stolecki J. Piekarczyk J. i inni, Określenie wpływu procesów technologicznych na kształtowanie się struktury i właściwości dachówek ceramicznych w celu poprawy ich jakości. Kraków 2001, praca niepublikowana
- Stolecki J. Murzyn P., Charakterystyka mas stosowanych w produkcji dachówek zakładkowych. Warstwy, dachy i ściany; 2006, nr 4, s.25-27
Dr inż. Józef Stolecki
Mgr inż. Paweł Murzyn
Akademia Górniczo-Hutnicza im. St. Staszica w Krakowie
|